您好,歡迎訪問(wèn)禹城泰瑞彩鋼復(fù)合板加工廠!
服務(wù)熱線(xiàn)
18765446878


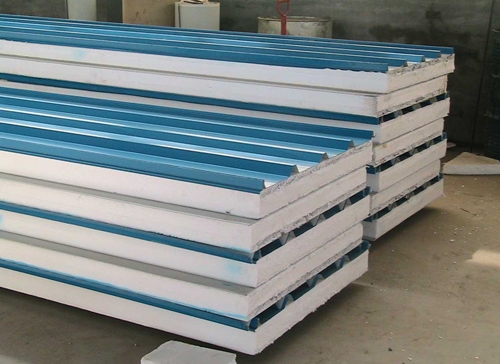
熱門(mén)關(guān)鍵詞:禹城彩鋼廠,禹城彩鋼復(fù)合板,禹城鋼結(jié)構(gòu)板房
彩鋼板房
服務(wù)熱線(xiàn)

聯(lián)系電話(huà):18765446878
咨詢(xún)熱線(xiàn):18765446878(微信同號(hào))
地址:禹城市十里望鎮(zhèn)山東國(guó)際商貿(mào)港往南660米
備案號(hào):魯ICP備2023024436號(hào) 魯公網(wǎng)安備37010202001695號(hào) 網(wǎng)站地圖|XML|TXT

微信二維碼